...back to the coolant articles
Coolants are a central element of modern metalworking. Around 90% of all CNC machines run with coolants to remove heat, reduce friction, extend tool life and protect workpieces against corrosion. Only a small share of operations is performed dry, often supported by compressed air.
Coolants support heat dissipation, provide lubrication and chip evacuation, stabilize the process and help to maintain dimensional accuracy and surface quality. To select the right coolant, it is important to understand the main families and the chemistry behind water miscible coolants.
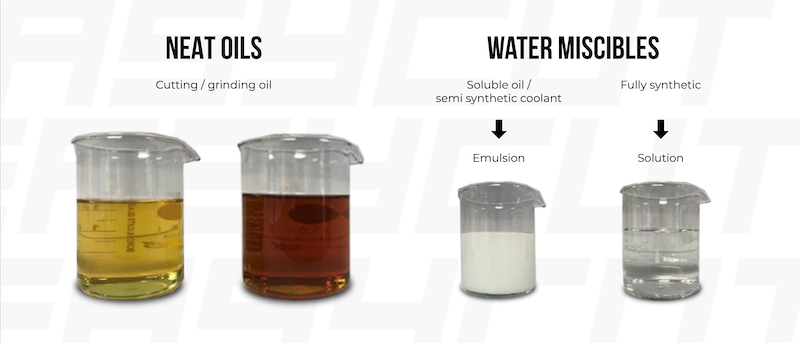
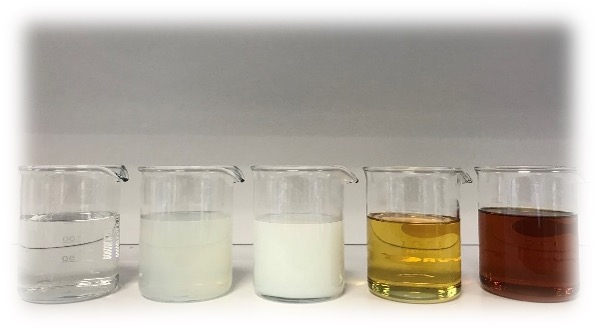
In principle, coolants can be divided into two large families: non water miscible oils and water miscible coolants (emulsions or solutions).
Both families have typical application areas and strengths, depending on the machining process and material.
Non water miscible coolants are cutting, grinding and forming oils that do not mix with water. They are based on pure mineral oils, ester oils of vegetable origin or synthetic oils. They are used where maximum lubrication is required, for example in gear machining, broaching, deep drilling, on sliding head lathes or in precision grinding operations. A special role is played by dielectric fluids for electrical discharge machining (EDM).
These oils offer very high lubricating performance, good surface finish and stable viscosity, but limited cooling performance. They also generate oil mist and require effective extraction and correct disposal.
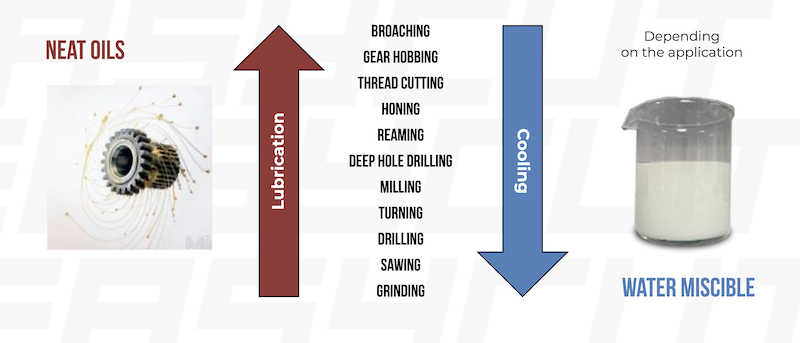
On modern CNC machines, water miscible coolants are used in the majority of cases. They are usually mixed at 3 to 15% concentrate in water and form an emulsion or solution. The big advantage is that water provides strong cooling, while the concentrate delivers lubrication, corrosion protection and stability.
Water miscible coolants are the standard today because they combine good cooling with acceptable lubrication, are relatively cost efficient and enable a cleaner working environment. To understand why different water based coolants behave differently, it is worth looking at how the concentrate is built.
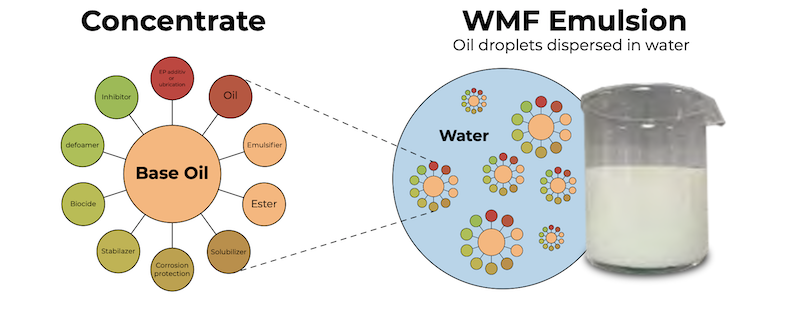
A coolant concentrate is not just a simple "oil and water mixture", but a carefully designed system of several components that together determine performance:
The basis is the base oil, for example mineral oil, ester oil, synthetic oils (PAO, PAG) or polymers such as glycol. This base oil largely determines lubricating performance, behavior in mixing water and compatibility with different materials.
Emulsifiers make it possible to keep finely dispersed oil droplets stably suspended in water. They influence emulsion fineness, foam tendency and separation stability. Corrosion inhibitors protect the machine, chips and workpieces against rust. EP and AW additives (extreme pressure / anti wear) are important for tough materials such as stainless steel or titanium. Additional components improve biostability, reduce foam and extend the service life of the emulsion.
Imagine how much influence the quality of the base oil, the additives and the laboratory that develops and monitors the coolant has, not to mention the quality of the water you later use to mix the concentrate. You can find more about water quality and correct emulsion mixing in our article "Mixing coolants and water quality".
Water miscible coolants can be roughly divided into five main categories. Each category has typical strengths and limitations depending on material and machining method.
Semi synthetic coolants contain around 5 to 49% mineral oil in the concentrate and combine good cooling performance with solid lubrication. They form a stable, usually low foam emulsion and are suitable for many materials.
In practice, they cover a very wide range of applications. Turning, milling, drilling and grinding of steel, cast iron and many aluminium alloys can be handled reliably with a well selected semi synthetic product. Resistance to bacterial attack and sump life are usually very good.
The EASYCUT range includes the universal UNI301, the aluminium optimized PRO301 and BASE201 for lighter operations and grinding.
Ester based coolants use vegetable ester oils as the lubricating component. They combine very good lubricating performance with strong cooling and clean machining behaviour. They are particularly interesting for demanding aluminium machining or when sustainability plays an important role.
In many cases, tool life can be increased and surfaces improved while reducing the impact on environment and operators. The downside is that these products are usually more expensive than classic semi synthetic coolants. An example in the EASYCUT range is VEG001.
Mineral oil rich emulsions typically contain 50 to 80% mineral oil in the concentrate. They were standard for a long time, but are now increasingly losing importance. They offer good lubrication and a low price per liter, but show weaknesses in cooling, stability and cleanliness.
The emulsion is more prone to bacterial growth, flushing performance is limited and aluminium can darken. The working environment also becomes dirtier. CNCmarket.de therefore does not offer classic mineral oil rich emulsions.
Synthetic coolants do not contain mineral oil. They are based on water with polymers and additives. They provide very good cooling, good flushing and high resistance to bacterial growth.
Typical applications are grinding operations or machining with very high cooling demands. Lubrication is lower, corrosion protection more sensitive and aluminium may discolor. Synthetic coolants are also sensitive to incorrect concentration, which is why regular control with a refractometer is essential.
Polymer based high tech coolants use polymers such as glycol as a base and also do not contain mineral oil. They offer excellent cooling, good lubrication and very high stability. Residues on workpieces and machine surfaces are minimal.
They are particularly suitable for plastics, composites and applications where extremely clean surfaces and very stable emulsion behaviour are required. Pricing is generally at the upper end and they require good water quality and filtration.
The table below summarizes the most important properties of each coolant type. The star rating serves as a rough guideline from a practical point of view:
| Type | Cooling | Lubrication | Stability | Foam | Material compatibility | Cost |
|---|---|---|---|---|---|---|
| Semi synthetic | ★★★★☆ | ★★★★☆ | ★★★★★ | ★★★★☆ | ★★★★☆ | ★★★★☆ |
| Ester based | ★★★★★ | ★★★★★ | ★★★★★ | ★★★★☆ | ★★★★★ | ★★☆☆☆ |
| Mineral oil rich | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | ★★☆☆☆ | ★★★☆☆ | ★★★★★ |
| Synthetic | ★★★★★ | ★★☆☆☆ | ★★★★☆ | ★★★☆☆ | ★★★☆☆ | ★★★★☆ |
| Polymer based | ★★★★★ | ★★★★☆ | ★★★★★ | ★★★★★ | ★★★★☆ | ★★☆☆☆ |
The choice of coolant depends on the materials, machining methods and goals of your workshop. In many shops, a good semi synthetic coolant is the best starting point because it offers a balanced combination of cooling, lubrication and stability. When surface quality and sustainability are priorities, an ester based coolant can be a good option.
For grinding processes or operations with very high thermal load, synthetic products often have advantages. Polymer based high tech coolants come into play where extremely clean machining, long sump life and special materials such as plastics or composites are in focus. Classic mineral oil rich emulsions are more of a legacy solution and hardly play a role in modern CNC environments.
In a workshop that mainly machines steel and cast iron with an occasional share of aluminium, EASYCUT UNI301 is a typical all round choice. The emulsion is stable, low foaming and suitable for many machines.
If the focus is clearly on aluminium, for example in series production of housings or profiles, EASYCUT PRO301 with optimized corrosion protection and aluminium compatibility can be the better choice. For grinding operations or lighter machining, EASYCUT BASE201 is a cost effective solution.
Shops with a strong focus on environment and workplace hygiene can work with the ester based EASYCUT VEG001, provided that the budget allows it and the application benefits from the high lubricity and cleanliness.
What is a coolant?
A medium that cools, lubricates, removes chips and protects tool and workpiece during machining.
What does KSS mean?
KSS is short for "Kühlschmierstoff", the German term for cutting or metalworking coolant.
What are water miscible coolants?
Concentrates that are mixed with water to form an emulsion or solution. They are the standard in CNC machining today.
Which coolant is suitable for aluminium?
In many cases semi synthetic or ester based coolants, for example EASYCUT PRO301 or VEG001, depending on the application.
Which coolant is suitable for grinding?
Very often synthetic or semi synthetic products with good cooling performance and a fine emulsion structure, such as EASYCUT BASE201.
If you want to dive deeper into water quality and emulsion mixing, we recommend the article "Mixing coolants and water quality".
You will find suitable coolants for your application in our product range: