What Is Live Tooling on a CNC Lathe?
Why Was Live Tooling Introduced?
To answer the question of what live tooling is, we need to recall what traditional lathe machining involves. The classic layout of a lathe consists of:
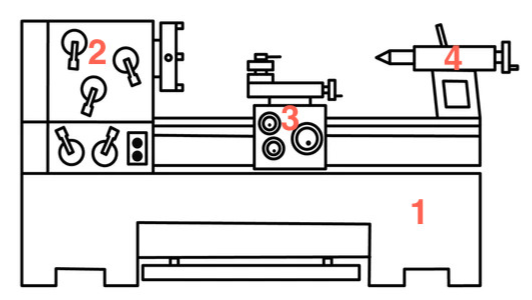
- The bed
- The front stationary headstock , which contains the spindle for clamping the rotating workpiece
- A movable carriage for mounting the cutting tool , which can move along the Z and X axes
- The tailstock , used for clamping long parts or holding a drill
In a traditional lathe, the cutting tool is stationary and aligned with the centre of the rotating part. This limits drilling to the face and only along the central axis. Off-centre drilling or any milling operations are not possible without secondary setups on another machine.
Live tooling overcomes these limitations. The word "live" refers to rotary-driven tools - such as end mills or drills - mounted in the lathe’s turret.
How Does Live Tooling Work?
Live tooling rotation can be achieved in three ways:
- Coolant-driven rotation (used on universal machines)
- Compressed air-driven rotation (also mainly on universal machines)
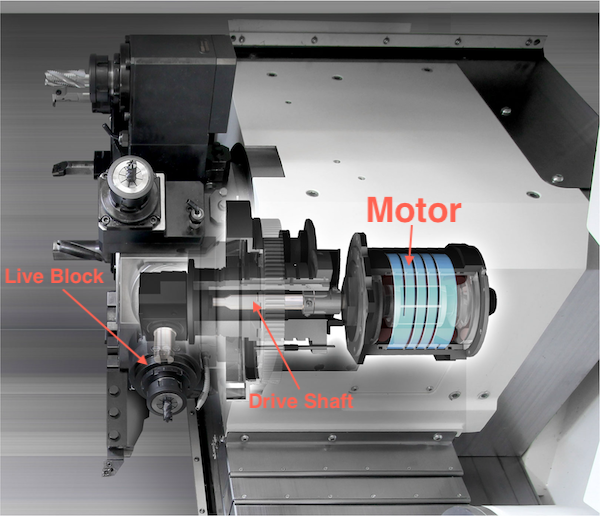
- Electrically driven motor with torque transfer through a coupling system (standard on most CNC lathes)
This article focuses on the third method, the most common in modern CNC turning centers. A motor is integrated into the lathe’s turret and transfers power to the live tooling block, which holds the rotating tool.
Types of Live Tooling Blocks
Live tool holders are generally categorized into two main types:
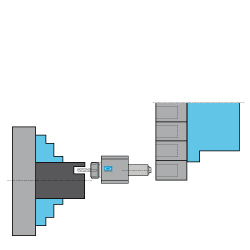
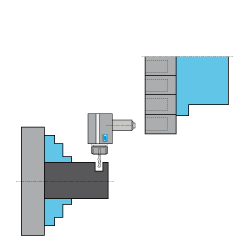
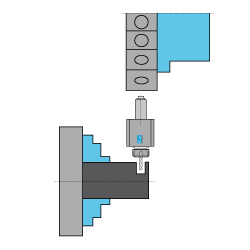
- Axial blocks - Used for face machining (along the spindle axis)
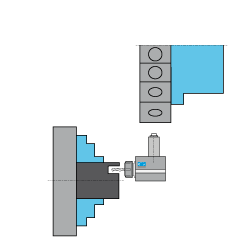
- Radial blocks - Used for machining the cylindrical surface of the workpiece (perpendicular to the spindle axis)
Depending on the turret design, these blocks can be either straight or angled to suit different machining angles and clearances.
The Impact of Live Tooling on CNC Machining
Live tooling has may transform the lathe into a hybrid lathe-milling center. These machines can now perform turning, drilling, milling, engraving, and tapping operations in a single setup. For this reason, modern CNC lathes with live tooling are often referred to as multi-function machining centers.
Looking for the right live tooling block for your CNC lathe? Browse our full selection of driven tool holders with convenient filters to find exactly what you need.