The performance of a metalworking coolant depends strongly on the quality of the water. Hardness, chloride content and cleanliness determine how stable an emulsion remains, how long it lasts and how reliably your CNC machines run. This guide explains the most important water parameters and shows step by step how to mix coolants correctly to achieve stable results in CNC machining.
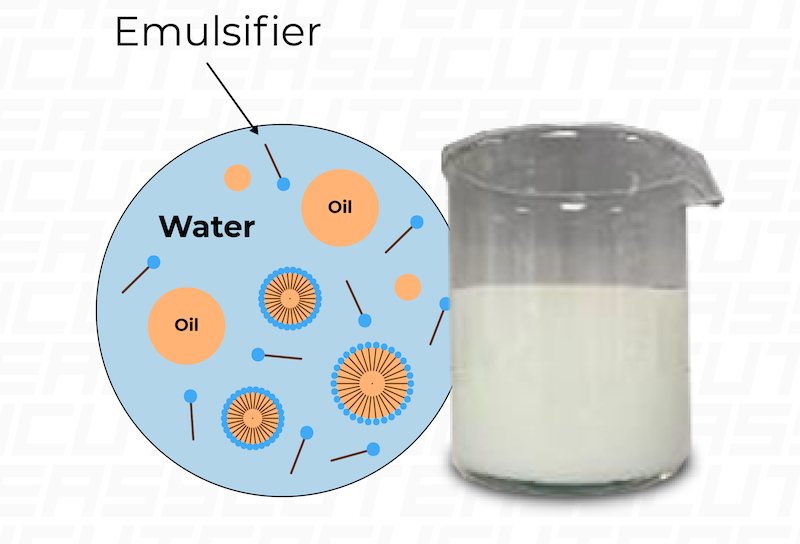
Figure: Fresh coolant emulsion and emulsifier principle
A coolant emulsion consists of concentrate and water, and water usually makes up more than 90% of the total volume. Water quality therefore has a direct impact on foaming, corrosion risk, machine hygiene, tool life and the general stability of the coolant. Good water quality leads to longer sump life, lower consumption and more stable machining processes.
Water hardness describes the amount of dissolved minerals, mainly calcium (Ca²⁺) and magnesium (Mg²⁺). These minerals react with the emulsifiers in the coolant and influence foam behavior, stability and lubricating performance.
If the water is too soft, the emulsion tends to foam. If it is too hard, poorly soluble compounds such as scale and calcium soaps are formed. These cause deposits, promote corrosion and make the emulsion unstable.
Calcium soaps are created by the reaction between anionic emulsifiers in the coolant and calcium ions in the water. This directly affects foam control and the effectiveness of the coolant.

Figure: Explanation of calcium and magnesium ions in water hardness
Different hardness ranges lead to different emulsion behavior. The following ranges are a practical guideline:
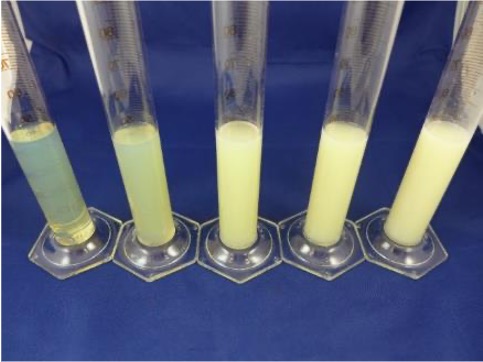
Figure: Water hardness test strips and 0–30 °dH scale
Water hardness can vary significantly from region to region. Some areas have very hard water due to high mineral content in the ground, others have naturally soft water. Even within one province or state, hardness can change from city to city depending on local water sources and treatment.

Figure: Example map showing regional differences in water hardness
Chloride content also varies by region and influences corrosion behavior, emulsion stability and sump life. Certain areas naturally show higher chloride levels in their water supply.
Because of these regional differences, shops should not rely on general assumptions but check their local water values. Both hardness and chloride levels determine how stable a coolant emulsion can be mixed and maintained.
Chloride ions (Cl⁻) affect both corrosion protection and emulsion stability. A high chloride content increases the risk of corrosion on machines, piping and workpieces. The emulsion can also become unstable and separate over time.
Low chloride levels support longer sump life and better protection of sensitive materials. Where chloride is elevated, reverse osmosis (RO) or deionized (DI) water helps to reduce the load on the coolant.

Figure: Corrosion example caused by high chloride load
Even with optimal hardness and low chloride levels, contamination can destabilize the emulsion. Rust particles, dirt, chips and residues of old emulsions significantly shorten coolant life and promote microbial growth. Clean tanks and mixing containers are essential for a stable emulsion.

Figure: Dirty coolant tank from real shop practice
Automatic mixing units are mounted directly on the drum or tote and use water pressure to draw in concentrate. They are ideal for shops with higher consumption or serial production.
Well suited for smaller shops or low volumes. Accuracy, however, depends entirely on the operator.
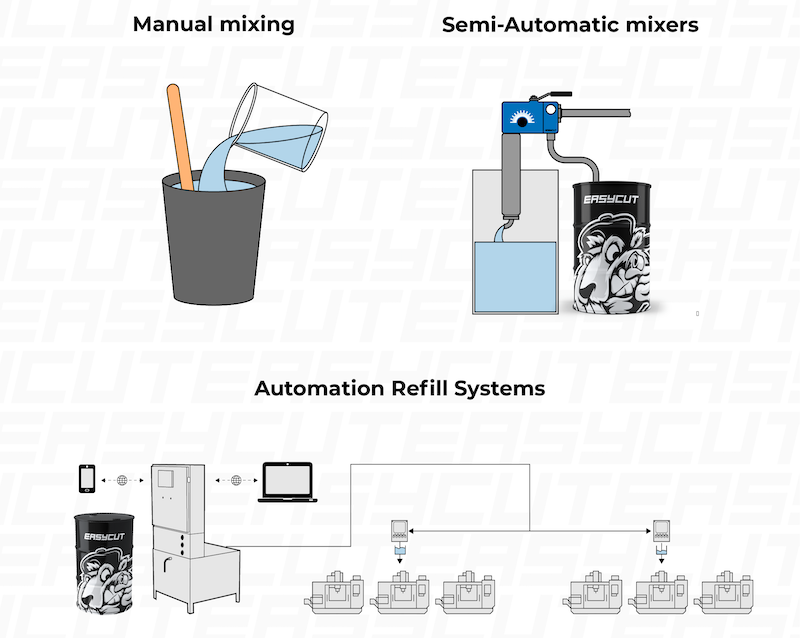
Figure: Different methods for mixing metalworking coolants
Why do I always have to add concentrate into water?
Because adding water into concentrate does not form a stable emulsion and creates coarse droplets instead of a fine, stable mixture.
What water hardness is ideal?
Most modern coolants work best between 8 and 14 °dH (German degrees of hardness) or in an equivalent medium hardness range specified by your supplier.
Why does my emulsion foam?
Often because of soft water, contamination, incorrect concentration, pump turbulence or air leaks in compressed air or pump systems.
How often should I check concentration?
Daily, using a refractometer.
Can hard water cause damage?
Yes, it increases deposits, destabilizes emulsions and weakens corrosion protection.
Understanding water quality and mixing procedures is essential for achieving stable, long-lasting coolant emulsions. Good water, the right concentration and clean equipment reduce consumption and increase process reliability. Shops that follow these principles avoid typical problems and ensure reliable CNC machining.
You can find suitable coolants for your applications in our product range: